Ștanțarea metalelor


Scurta descriere:
Ștampilarea metalelor este de a utiliza punch și matriță pentru a deforma sau fractura oțel inoxidabil, fier, aluminiu, cupru și alte plăci și materiale străine pentru a obține o anumită formă și dimensiune a unui proces.
Procesul de ștanțare poate fi împărțit în proces de separare și proces de formare (inclusiv îndoire, desen și formare). Procesul de separare este de a separa partea de ștanțare și semifabricatul de-a lungul unei anumite linii de contur în procesul de ștanțare, iar calitatea secțiunii separate a piesei de ștanțare trebuie să îndeplinească anumite cerințe; procesul de formare este de a face deformarea plastică de ștanțare sub condiția de a nu se deteriora și de a o transforma în forma necesară a produsului finit și, de asemenea, îndeplini cerințele de toleranță dimensională și alte aspecte.
* În funcție de condițiile de temperatură a ștanțării, există două moduri de ștanțare la rece și ștanțare la cald. Acest lucru depinde de rezistență, plasticitate, grosime, gradul de deformare și capacitatea echipamentului materialului și trebuie luate în considerare starea inițială de tratament termic și starea finală de întreținere a materialului. 1. Prelucrarea metalelor la ștanțare la rece la temperatura camerei, aplicabilă în general la grosimea mai mică de 4 mm. Are avantajele că nu are încălzire, nu are piele de oxid, o bună calitate a suprafeței, o funcționare convenabilă și un cost redus. Dezavantajul este că există un fenomen de întărire a muncii, ceea ce face ca metalul să piardă capacitatea de deformare suplimentară. Grosimea semifabricatului este uniformă și nu este necesară nici o zgârietură. 2. Imprimarea la cald a metalului este încălzită la un anumit interval de temperatură. Avantajele sunt că poate elimina stresul intern, evita întărirea muncii, crește plasticitatea materialului, reduce rezistența la deformare și reduce consumul de energie al echipamentelor




* Trei elemente de bază ale sistemului de producție a ștanțării: matriță, presă și tablă
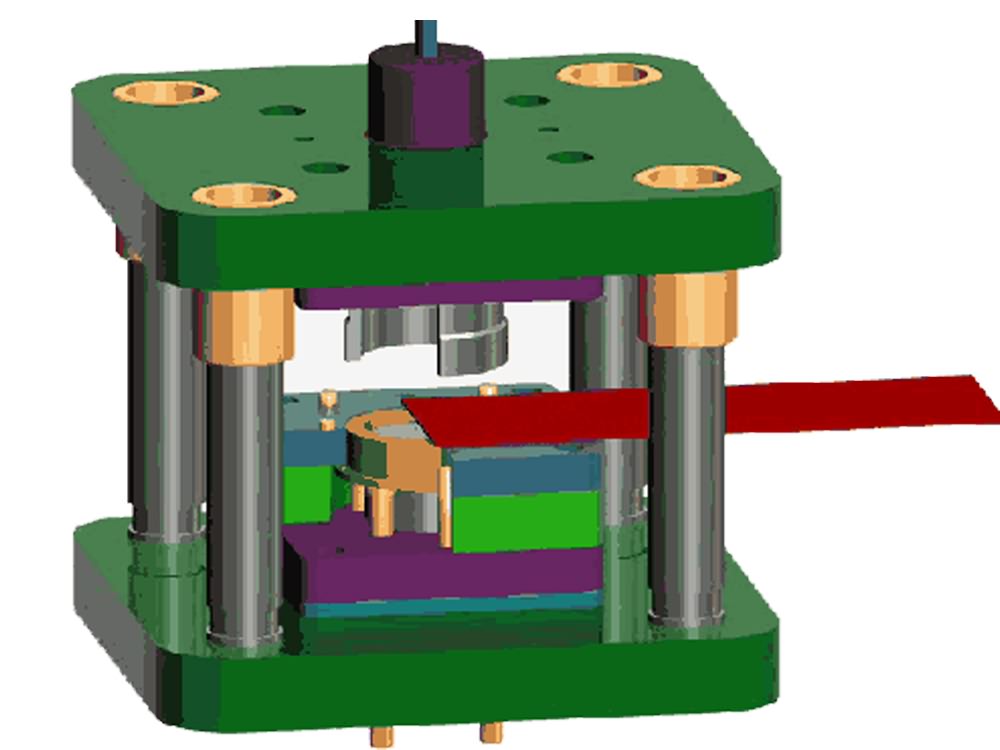
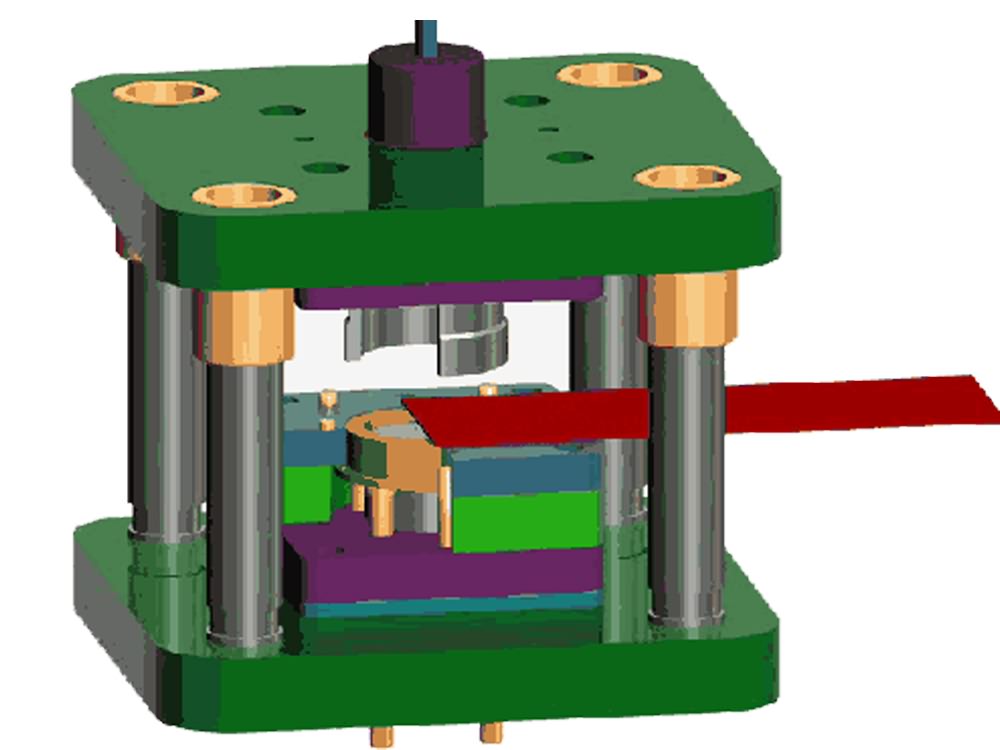
1. Punching Die Die este o matriță esențială în producția de ștanțare. Există trei tipuri de matrițe de ștanțare: matriță simplă, matriță continuă și matriță compusă.
Die Die este o matriță esențială în producția de ștanțare. Există trei tipuri de matrițe de ștanțare: matriță simplă, matriță continuă și matriță compusă.
(1) Matriță simplă: o matriță simplă este o matriță care finalizează un singur proces într-o singură lovitură a presei. Este potrivit pentru producția de loturi mici de piese de formă simplă.
(2) Matriță continuă: într-o singură lovitură a presei, matrița care finalizează mai multe procese de ștanțare în diferite părți ale matriței în același timp se numește matriță continuă. Matrița continuă este potrivită pentru producția automată de înaltă eficiență.
(3) Matriță compusă: într-o cursă, în aceeași parte a matriței pentru a finaliza mai multe procese de ștanțare în același timp, cunoscută sub numele de matriță compozită. Matrița compusă este potrivită pentru ștanțarea pieselor cu putere mare și precizie ridicată.


2. Mașină de perforat
Producția de ștanțare este în principal pentru plăci. Prin matriță, se pot realiza piese de ștanțare, ștanțare, formare, desen, finisare, șlefuire fină, modelare, nituire și extrudare, etc., utilizate pe scară largă în diverse domenii. De exemplu, folosim comutatoare, prize, cupe, dulapuri, vase, carcase pentru computer, chiar și avioane de rachete Există o mulțime de accesorii care pot fi produse cu un pumn printr-o matriță. Există multe tipuri de mașini de perforat.
(1) Presă cu putere mecanică Pumnul mecanic are cursă fixă, viteză reglabilă și productivitate scăzută. Viteza maximă de 180 de ori / min.
(2) Presă hidraulică
Pumnul hidraulic poate regla cursa de ștanțare prin supapa hidraulică pentru a îmbunătăți productivitatea. Cea mai mare viteză poate atinge 1000 de ori / min. Dezavantajele sunt consumul ridicat de energie, cerințele ridicate pentru mediu și volumul mare de întreținere.
(3) Presă cu poanson pentru turelă cu control numeric
Folosind servomotorul pentru a conduce capul, productivitatea este ridicată, de până la 800 de ori / min. Consum minim de energie, întreținere ușoară și dimensiuni reduse. Prin urmare, a fost aplicat activ.
Pentru ștanțarea obișnuită a tablelor, majoritatea utilizează perforare mecanică. În funcție de diferitele lichide utilizate în prese hidraulice, există prese hidraulice și prese hidraulice. Cele mai multe dintre ele folosesc prese hidraulice, în timp ce prese hidraulice sunt utilizate în principal pentru mașini gigantice sau speciale. Datorită avantajelor sale remarcabile, pumnul servomotor este utilizat din ce în ce mai mult.



3. Materiale de ștanțare Materialul de ștanțare a pieselor este în general placă. Materialele selectate pentru proiectarea produsului trebuie să îndeplinească performanțele de service ale produsului, cum ar fi rigiditatea, rezistența și conductivitatea produsului. Pe de altă parte, ar trebui să îndeplinească cerințele de plasticitate, calitate a suprafeței și grosimea procesului de ștanțare. Proiectarea structurală a pieselor de ștanțare ar trebui să ia în considerare pe deplin caracteristicile procesului de ștanțare, raza de îndoire, orificiul de poziționare, dispunerea, adâncimea de tragere etc. și rezistență redusă la deformare și sunt potrivite pentru ștanțarea la rece. (1). Metale feroase: SPCC / SPCD / spce, SECC / SECD / sece, SGCC, sgld, Sus (2). Aliaj de aluminiu: al1050p, al1100p, al5020 (3). Aliaj de cupru: bronz fosforic Pb, alamă HBS de înaltă rezistență (4). Aliaj de nichel cupro.
* Tehnologia de tratare a suprafeței pieselor de ștanțare După ce metalul este prelucrat și modelat inițial, trebuie să modifice suprafața metalică, să înfrumusețeze suprafața și să schimbe în continuare proprietățile mecanice și fizice și chimice ale suprafeței metalice. Acest proces se numește tratarea suprafeței metalice. Scopul tratamentului de suprafață al metalelor este împărțit în patru categorii:
(1) Frumos
(2) Protecție
(3) Proprietăți speciale ale suprafeței
(4) Îmbunătățiți proprietățile mecanice, cum ar fi rezistența la uzură, lubrifianța etc.
* Tip de tratament de suprafață Galvanizare (zinc, cupru, nichel, crom, aur, argint), pulverizare electrostatică, vopsire prin pulverizare, electroforeză, serigrafie, anodizare, înnegrire, pasivizare
* Ștanțarea tablelor este ușor de realizat cu o eficiență ridicată a producției prin mecanizare și automatizare ușor de realizat mecanizarea și automatizarea cu eficiență ridicată a producției; piesele de ștanțare au dimensiuni exacte și o bună interschimbabilitate; suprafața este netedă și netedă, de obicei fără prelucrare. Este utilizat pe scară largă în automobile, aparate electrice, instrumente, aviație și alte industrii de fabricație.
Mestech vă oferă produse și servicii de ștanțare a pieselor metalice. Dacă aveți nevoie sau trebuie să aflați mai multe, vă rugăm să ne contactați.





